




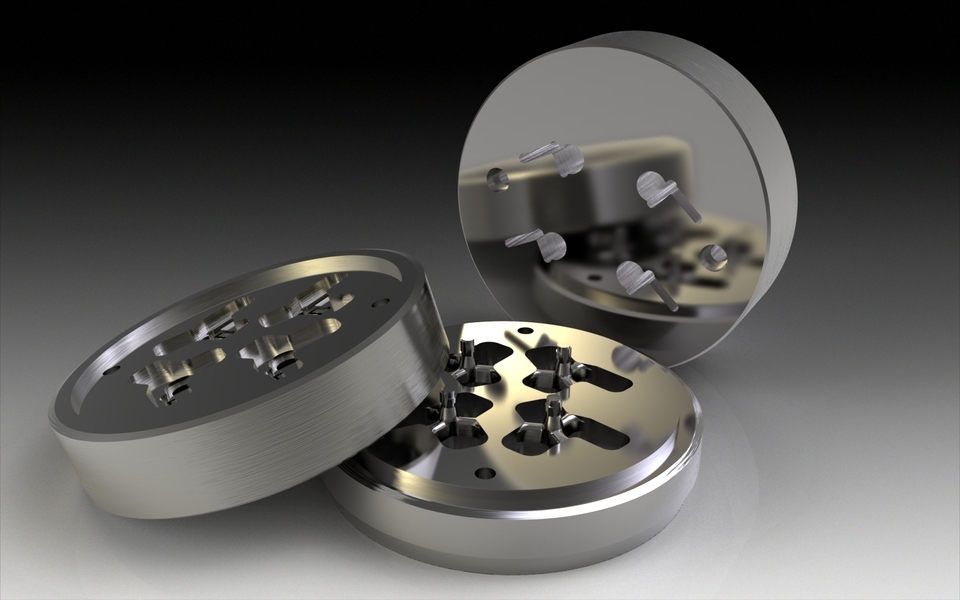







We will work with your engineers to create a custom die to your specifications.
Home > Custom Shapes
Central Aluminum Company
of Columbus Ohio is a custom producer of high quality aluminum extrusions. In business since 1963, we serve the Midwest industrial and manufacturing communities. Our 100,000 square foot plant is located on Columbus’ Southeast side.
Central Aluminum serves many industries, including window and door, home improvement, automotive, truck, marine, aircraft, RV, agricultural, sign and billboard, awning and canopy, electronics, display and showcase, structural and tubular extrusions for construction, and many others.
DESIGN PARAMETERS:
In the detailed development of an aluminum extrusion design, the following five factors should be considered:
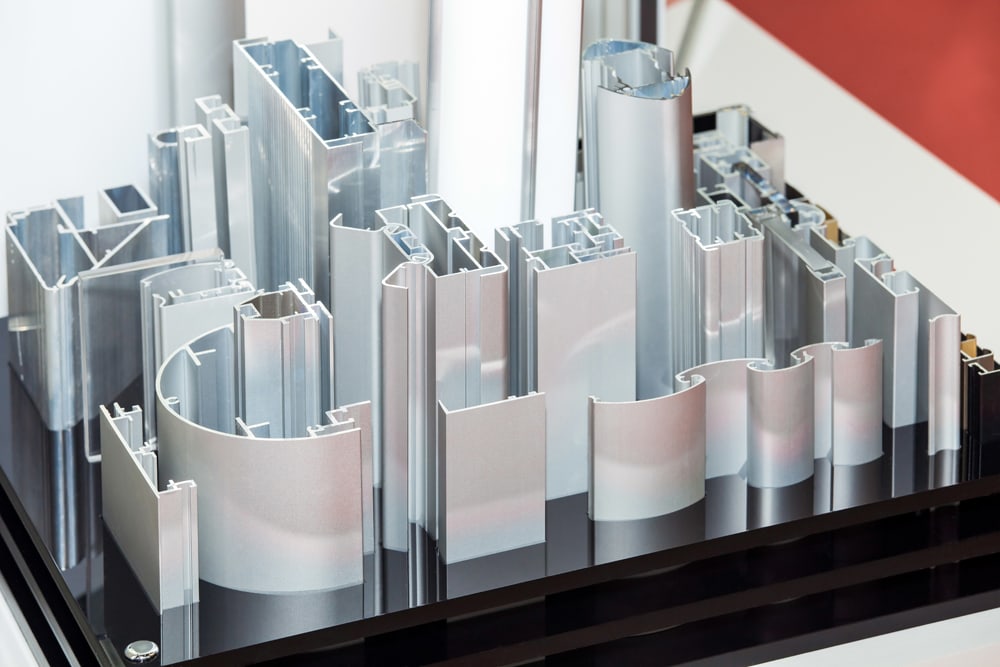
Shape (Profile) Configuration
Extruded profiles are described in three general categories: solid, semi hollow, and hollow. A solid profile is the least complex. It may assume a variety of forms, as long, as its cross-section has no voids. A semi hollow profile partially encloses a void. It is defined by its tongue ratio and further categorized according to standard industry classification tables. A hollow profile completely encloses a void. A single profile may contain multiple voids.
Dimensional Tolerances
For many applications, in which the extrusion will be part of an assembly of components, dimensional tolerances are critical. A designer should be aware of the standard dimensional tolerances to which extrusions are commercially produced. These tolerances generally cover such characteristics as straightness, flatness, and twist and such cross-sectional dimensions as thickness, angles, contours, and corner or fillet radii.
The published dimensional tolerances may be very easy to achieve or very difficult, depending on the profile. The complexity of profile possibilities makes it impossible to publish standard dimensional tolerances that meet all situations, so a discussion of tolerances with suppliers is recommended.
Surface Finish
One advantage of aluminum extrusions is the variety of ways the surface can be finished, and this offers another range of choices to the designer.
As-extruded or mill finish can range from structural, on which minor surface imperfections are acceptable, to architectural, presenting a uniformly good appearance. It should be understood that under normal circumstances aluminum may be marred during routine handling because it is a soft metal, especially when it first leaves the die at high temperature. Special care is required if a blemish-free surface is desired. This should be discussed with the extruder and specifications made as necessary.
Finishes, other than mill finish, include scratch finishing, satin finishing, and buffing. Aluminum can also be finished by clear or color anodizing, or by painting, enameling, other coatings.
If a product will have surfaces that are exposed in use where normal processing marks may be objectionable, the extruders should be told which surfaces are critical. Dies can be designed to orient the shape to protect those surfaces during the extrusion process.
Alloy Selection
Aluminum extrusions are made in a wide variety of alloys and tempers to meet a broad spectrum of needs. Selection is made to meet the specific requirements in strength, weldability, forming characteristics, finish, corrosion resistance, machinability, and sometimes other properties.
The 6xxx-series aluminum alloys (those with four-digit registration numbers beginning with a 6) are selected for nearly 75 percent of extrusion applications. Alloys 6063 and 6061 are used most frequently.
The complete list of registered aluminum alloys is quite long, but in practice, a few alloys are chosen repeatedly for extrusion because of their versatility and characteristics. Extruders generally supply the most frequently used alloys.
The following represents the major aluminum alloy series and its principal constituents. Aluminum alloys are grouped by major alloying elements; each series exhibits a unique set of properties and characteristics:
Wrought Designation: 1xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Minimum 99% aluminum
High Corrosion resistance. Excellent finish ability. Easily joined by all methods. Low strength. Poor machinability. Excellent workability. High electrical and thermal conductivity.
Wrought Designation: 2xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Copper
High strength. Relatively low corrosion resistance. Excellent machinability. Heat treatable.
Wrought Designation: 3xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Manganese
Low to medium strength. Good corrosion resistance. Poor machinability. Good workability.
Wrought Designation: 4xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Silicon
Not available as extruded products.
Wrought Designation: 5xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Magnesium
Low to moderate strength. Excellent marine corrosion resistance. Very good weldability.
Wrought Designation: 6xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Magnesium & Silicon
Most popular extrusion alloy class. Good strength. Good extrudability. Good strength. Good corrosion resistance. Good machinability. Good weldability. Good formability. Heat treatable.
Wrought Designation: 7xxx Series
Major Alloying Elements and Typical Alloy Characteristics:
Zinc
Very high strength. Poor corrosion resistance. Good machinability. Heat treatable.
Circumscribing Circle Size
One common measurement of the size of an extrusion is the diameter of the smallest circle that will entirely enclose its cross section-its circumscribing circle. This dimension is one factor in the economics of an extrusion. In general, extrusions are most economical when they fit within a medium-sized circumscribing circle: that is, one with a diameter between one and ten inches.